- 全國服務熱線:
13837379716
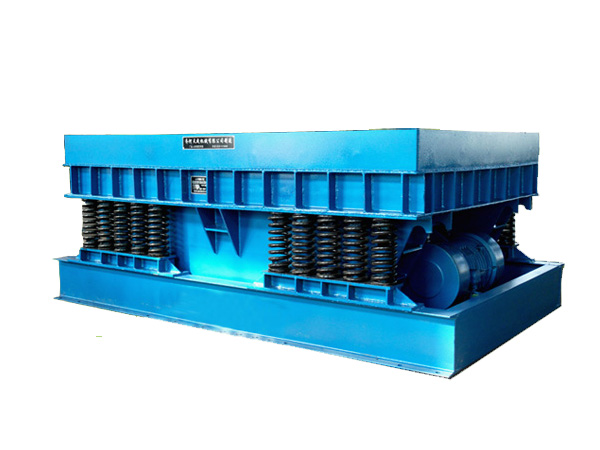
振動落砂機主要適用鑄造車間手工造型和機械化造型澆鑄臺的大型落砂,使鑄型和砂箱分離,砂型和鑄件分離,分離后的砂團進一步破碎,穿過棚格孔落到回砂皮帶,鑄造表面的粘結砂需到清理設備進行清理。振動落砂機可分為下落砂和側落砂兩種落砂方式。
本落砂機適用砂箱尺寸2000*4500mm,有效負荷重(包括箱重)12噸(不得大于)。落砂機是使用范圍較廣的通用產品。

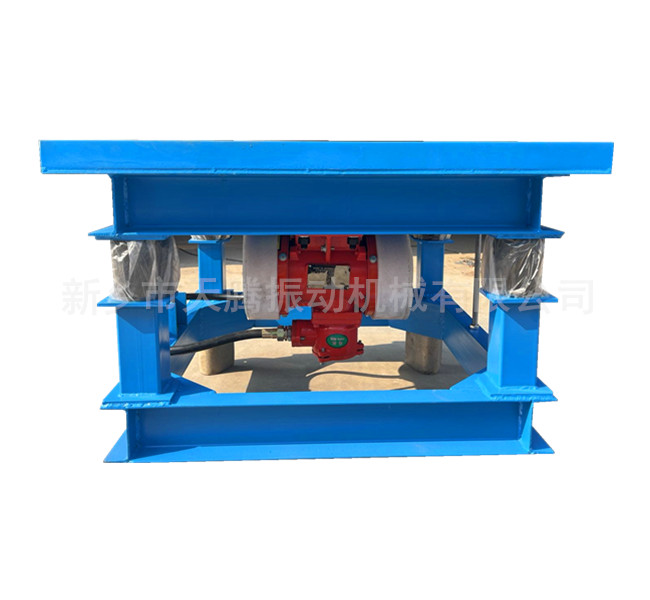
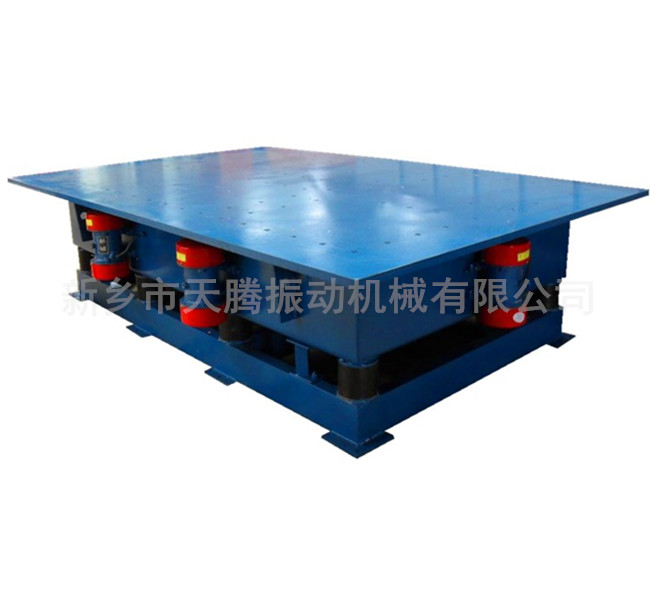
振動落砂機主要有工作質體、隔振質體和底座三部分組成,全部采用焊接結構,工作質體由彈簧支撐在隔振質體上;隔振質體由彈簧支撐在底座上,隔振質體的端部對稱安裝一對反向同步運轉的振動電機,振動電機的合力方向與工作質體的上平面垂直,形成一個雙質體結構。
振動落砂機一對對稱安裝的振動電機反向同步運轉,水平方向的分力相互平衡,垂直方向的合力使落砂機的隔振質體以一定的加速度作正弦振動,同時通過共振簧使工作質體以相同頻率作正弦振動。鑄型被拋起(帶砂箱或不帶砂箱)然后下落與棚床(工作質體)碰撞,砂型與砂箱分離,鑄件與砂型分離。砂團被破碎后通過棚格孔落到回砂皮帶上。由于振動電機的合力方向與工作質體上平面垂直,所以鑄件不能自御,需起用吊設備吊離機器,完成一個鑄型落砂過程。

振動落砂機安裝與調整
1. 按圖二做基礎,預留方孔,待基礎干后清理干凈。
2. 安裝落砂機底座
地腳螺栓松裝在各段底座上,然后按圖在基礎上就住,調整兩排彈簧定位套的軸線平行,允差2mm;相對應兩個彈簧定位套軸線連線與兩排軸線連線垂直,允差mm,調畢,將各連接位用螺栓牢固連接,待機器正常運行后焊牢。地腳螺栓在方孔內放正,用混凝土進行二次澆灌,待水泥干后,再將地腳螺栓緊定到位,用彈墊防松。
3. 將隔振彈簧放到底座上,按彈簧套就位,并用調整片調節彈簧到一定高度(以彈簧的最高點為準)允差0.5mm。
4. 振動電機的安裝與調整
將兩臺振動電機按地腳螺孔分別裝在機器兩端,調整平行度,之后用限位塊限位,確保限位塊與電機之間無間隙,地腳螺栓采取彈簧墊圈和細牙螺紋防松。地腳螺栓的總預緊力約為450000N(約為最大激振力4倍),每只地腳螺栓的預緊力約為46000N,用1000kg/m的力矩板手,不得松動。待機器總裝后,將每臺電機激振力調到80000N(8000kg)后開機空運行2h,測線電流。線電流如超過20A,應檢查電機是否松動,否則電機身體有問題。
5. 工作質體安裝與調整
將導向桿4,共振簧2裝到隔振質體上,調整彈簧到同一高度,允差0.5mm(注意下面彈簧直徑比上面小),再將工作質體吊裝就位,確保導向桿4與定位套3的間隙均勻,允差mm,吊裝前應將上層共振簧就位并調整其在同一高度,允差0.5mm,裝定位塊5,壓板6,然后導向桿的兩端用螺母扭緊,一定要緊定到位,振動時不得有零件撞擊聲。
6. 將組裝好的共振質體和隔振質體吊裝就位。
7. 在底座上裝分線合
訂購振動落砂機時需要提供一下現場空間尺寸安裝允許最大范圍,也可根據用戶需要進行單獨設計制造。
關鍵詞:直線振動篩,旋振篩,斗式提升機,NE提升機,垂直提升機,振動平臺,振動電機,搖擺篩,螺旋輸送機,超聲波振動篩,
礦用篩,圓振篩,臥式氣流篩,立式氣流篩
銷售電話:13837379716 13233806514 傳真:0373-3376686 郵箱:tianteng_china@163.com
公司地址:新鄉市牧野區寺莊頂工業區56號